تنظیمات EzCAD برای حکاکی عمیق برای فلز
ما با علامت گذاری جبهه ها یا تصاویر مختلف با دستگاه مارک لیزری آشنا هستیم، اما در واقع، می تواند کارهای بیشتری انجام دهد.
در اینجا اجازه دهید به شما نشان دهم که چگونه پارامترها را برای ایجاد حکاکی با عمق توسط EzCAD تنظیم کنید.
ابتدا باید حداقل انتخاب کنید 30 وات و لنز F-تتا کوچک (70 * 70 میلی متر یا 110 * 110 میلی متر منطقه کار و غیره). همانطور که می دانیم، با همان قدرت، منطقه کاری بزرگتر و طول فوکوس بیشتر، پرتو لیزر ضعیف تری ایجاد می کند. ما قطعاً به توان بالاتری نیاز داریم، 50 وات حداقل پیشنهاد ما است، هر چه بزرگتر، بهتر.
برای حکاکی برای عمق با دستگاه علامت گذاری لیزر EzCAD به مجموعه ای از 2 لایه نیاز داریم.
لایه اول، از قلم شماره 0 استفاده می کنیم و به صورت زیر دریچه می کنیم: فضای خط روی 0.03 میلی متر تنظیم شده است یا حتی کوچکتر قدرتی که می توانیم تنظیم کنیم 90%، سرعت 500mm/s یا کمتر که ممکن است برای یافتن بهترین راه برای مواد خود آزمایش کنید.
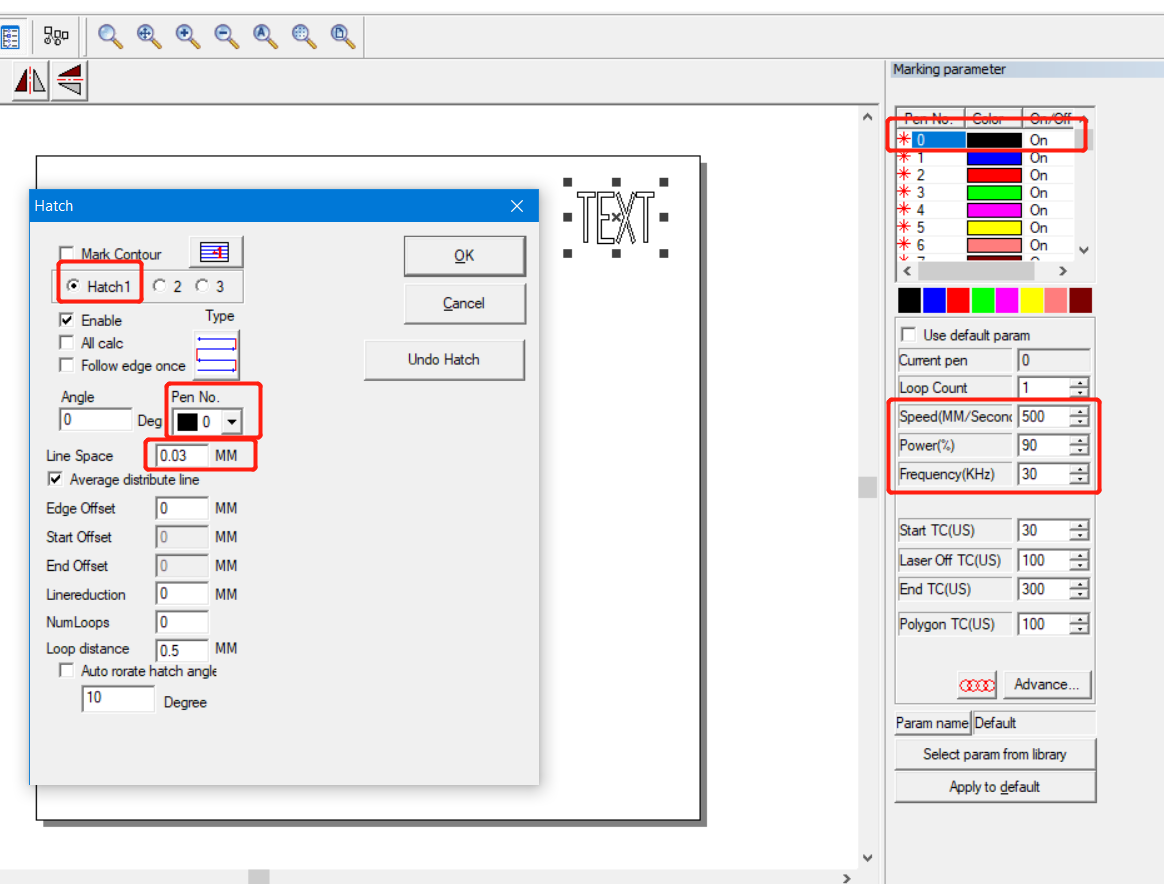
اگر فقط با 1 تنظیم دریچه حکاکی کنیم، بعد از چندین بار متوجه می شویم که عمقی وجود ندارد زیرا سطح فلز سوخته و پودرهای فلزی جمع شده و روی سطح فلز می مانند. آن پودرهای فلزی مانع از عمیق تر شدن آن می شوند. بنابراین، ما به تنظیم لایه دیگری در هاچ 2 نیاز داریم.
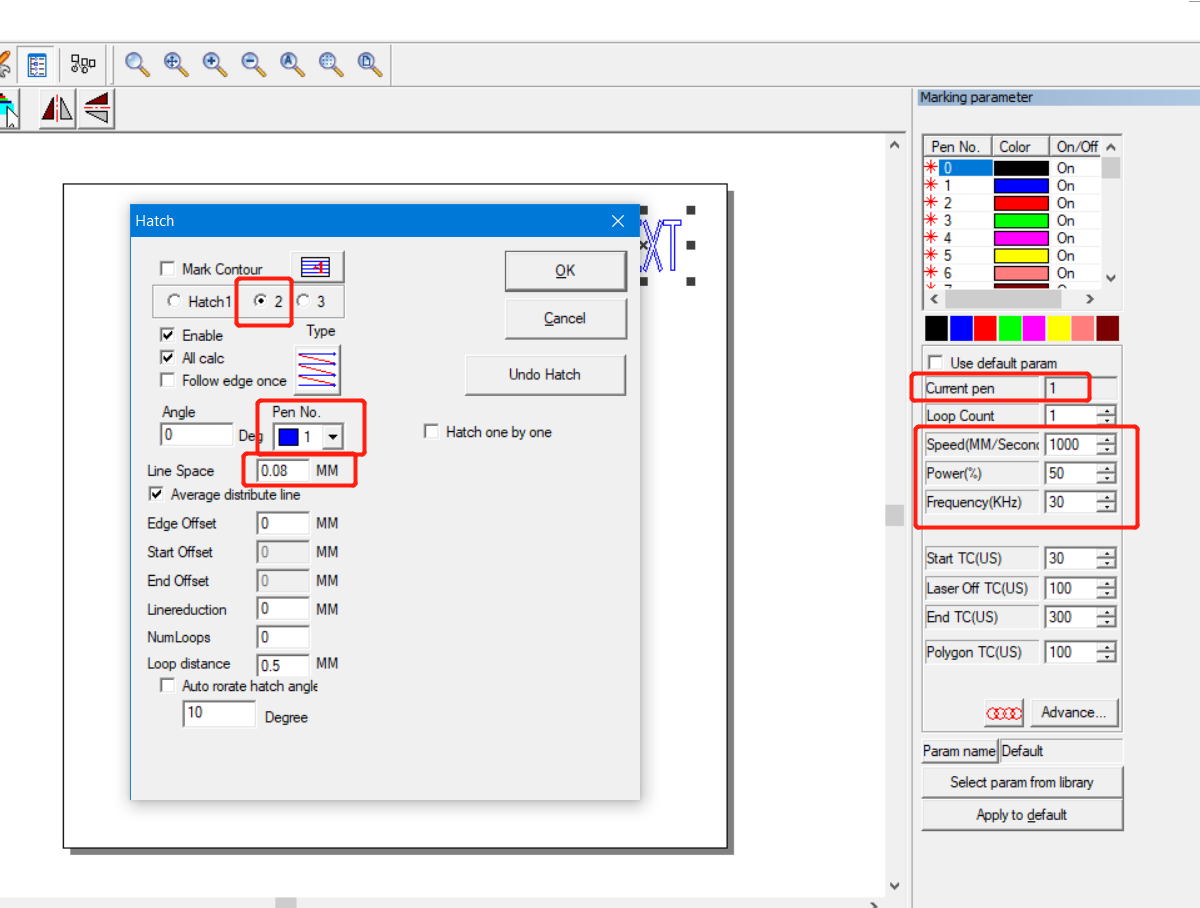
همانطور که می بینیم، باید دریچه دیگری را برای تمیز کردن سطح تنظیم کنیم، سپس دوباره علامت گذاری کنیم. تمیز کردن نیازی به قدرت بالا ندارد. پارامترهایی که میتوانیم فضای خط را 0.08 میلیمتر یا بیشتر، توان 50% یا همانطور که ممکن است امتحان کنید، سرعت 1000 میلیمتر بر ثانیه یا بیشتر را در صورت پشتیبانی دستگاهتان تنظیم کنیم.
تنظیمات بیشتر را می توانید برای فولاد ضد زنگ یا موارد دیگر امتحان کنید:
سه دریچه:
دریچه اول، سرعت 500، 20 کیلو هرتز، قدرت 90، دریچه دایره ای 1 حلقه;
هاچ 2، 500 سرعت، 20 کیلو هرتز، 80 قدرت، دریچه دایره ای 1 حلقه;
هاچ 3 سرعت 1500 60 کیلوهرتز, 80 قدرت , خط دریچه 1 حلقه;