Pengaturan EzCAD untuk membuat ukiran yang dalam untuk logam
Kami terbiasa menandai bagian depan atau gambar yang berbeda dengan mesin penandaan laser, tetapi sebenarnya, ini dapat melakukan lebih banyak pekerjaan.
Di sini izinkan saya menunjukkan cara mengatur parameter untuk membuat Ukiran dengan Kedalaman oleh EzCAD.
Pertama, Anda perlu memilih setidaknya 30w dan lensa F-theta kecil (70*70mm atau 110*110mm area kerja dll.). Seperti yang kita ketahui, dengan kekuatan yang sama, area kerja yang lebih besar dan panjang fokus yang lebih panjang membuat sinar laser lebih lemah. Kami pasti membutuhkan daya yang lebih tinggi, 50W adalah saran minimum kami, semakin besar, semakin baik.
Kami membutuhkan 2 lapisan untuk membuat ukiran kedalaman dengan mesin penandaan laser EzCAD.
Lapisan pertama, mari kita gunakan pena No.0, dan arsir sebagai berikut: ruang baris diatur ke 0,03mm atau bahkan lebih kecil. Kekuatan yang bisa kita atur 90%, kecepatan 500mm/dtk atau lebih rendah saat Anda menguji untuk menemukan cara terbaik untuk materi Anda.
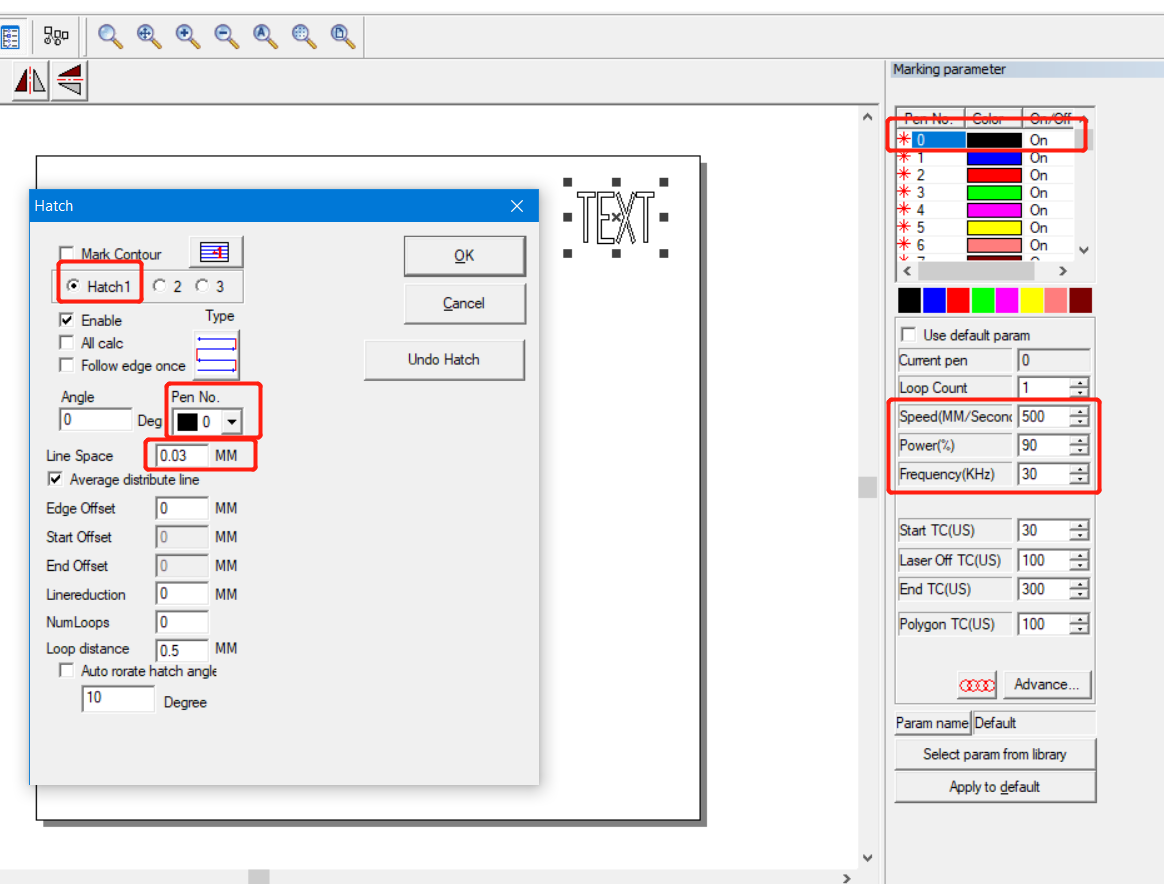
Jika kita mengukir hanya dengan 1 pengaturan palka, setelah beberapa kali, kita akan menemukan tidak ada kedalaman karena permukaan logam terbakar dan serbuk logam berkumpul dan tinggal di permukaan logam. Serbuk logam itu mencegahnya masuk lebih dalam. Jadi, kita membutuhkan pengaturan layer lain di hatch 2.
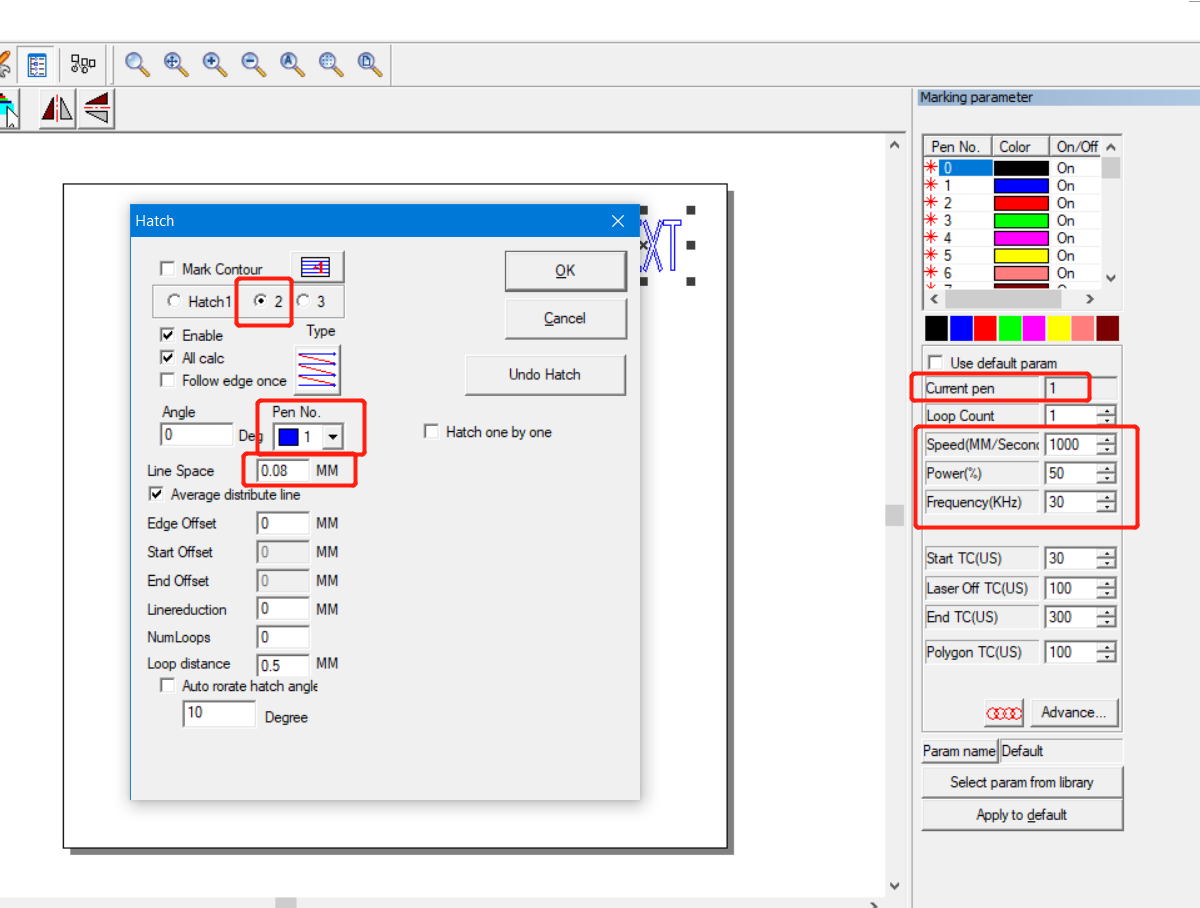
Seperti yang bisa kita lihat, kita perlu memasang palka lain untuk membersihkan permukaan, lalu menandainya lagi. Pembersihan tidak membutuhkan daya tinggi. Parameter kami dapat mengatur ruang garis 0,08mm atau lebih, daya 50% atau seperti yang Anda coba, kecepatan 1000mm/s atau lebih tinggi jika mesin Anda mendukung.
Pengaturan lebih lanjut Anda dapat mencoba untuk stainless steel atau lebih:
Tiga palka:
Penetasan pertama, kecepatan 500, 20khz, daya 90, penetasan melingkar 1 putaran;
Penetasan 2, kecepatan 500, 20khz, daya 80, penetasan melingkar 1 putaran;
Menetas 3, kecepatan 1500, 60kHz, 80 daya, garis menetas 1 putaran;