Cài đặt EzCAD để tạo khắc sâu cho kim loại
Chúng ta đã quen với việc đánh dấu các mặt trước hoặc hình ảnh khác nhau bằng máy khắc laser, nhưng trên thực tế, nó có thể làm được nhiều việc hơn.
Sau đây để tôi hướng dẫn bạn cách thiết lập các thông số để tạo Khắc với Độ sâu bằng EzCAD.
Trước tiên, bạn cần chọn ít nhất 30w và ống kính F-theta nhỏ (Khu vực làm việc 70 * 70mm hoặc 110 * 110mm, v.v.). Như chúng ta đã biết, với cùng một công suất, vùng làm việc lớn hơn và độ dài tiêu điểm dài hơn làm cho chùm tia laze yếu hơn. Chúng tôi chắc chắn cần công suất cao hơn, 50W là đề xuất tối thiểu của chúng tôi, càng lớn, càng tốt.
Chúng tôi cần đặt 2 lớp để khắc sâu bằng máy khắc laser EzCAD.
Lớp đầu tiên, hãy sử dụng bút số 0, và mở rộng như sau: khoảng cách dòng đặt thành 0,03mm hoặc thậm chí nhỏ hơn. Sức mạnh chúng ta có thể thiết lập 90%, tốc độ 500mm / s hoặc thấp hơn khi bạn có thể thử nghiệm để tìm ra cách tốt nhất cho vật liệu của mình.
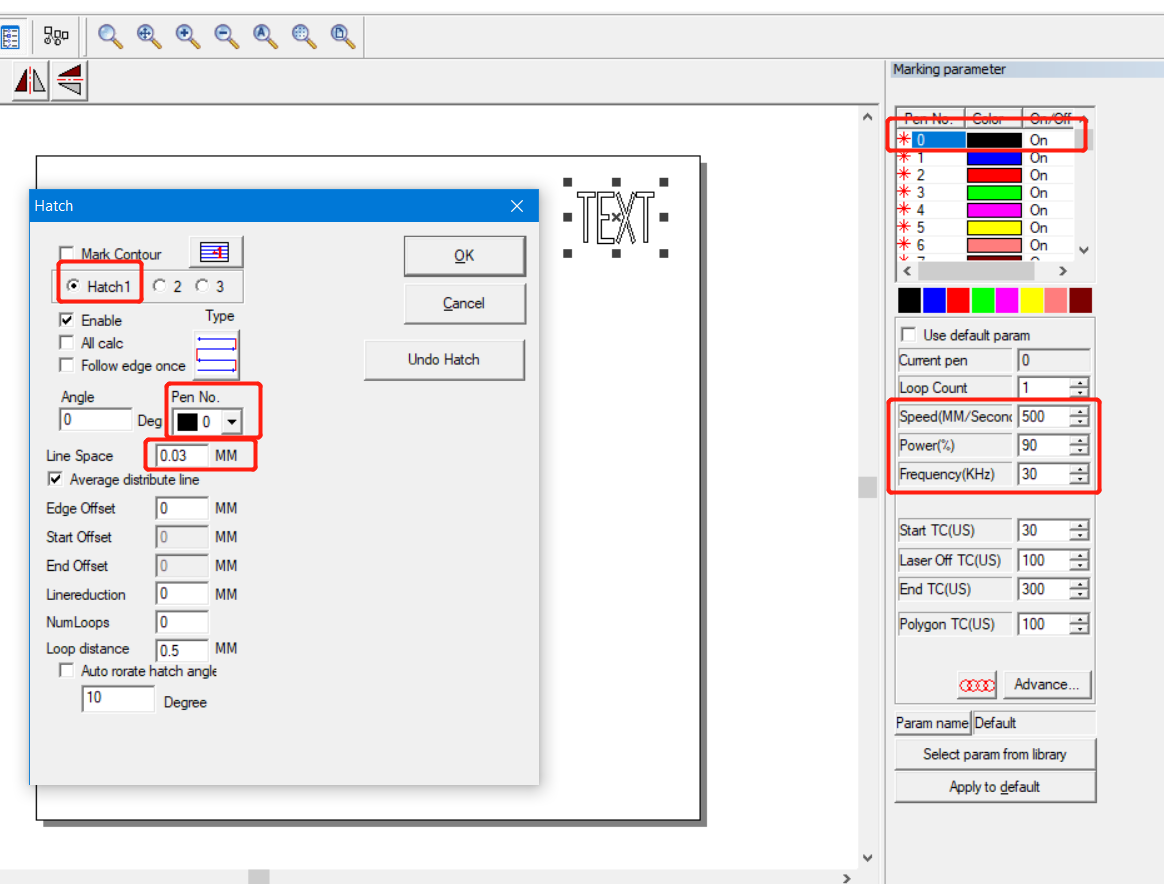
Nếu chúng tôi khắc chỉ với 1 cài đặt nở, sau một thời gian, chúng tôi sẽ thấy không có độ sâu vì bề mặt kim loại bị đốt cháy và bột kim loại tụ lại và lưu lại trên bề mặt kim loại. Những bột kim loại đó ngăn cản nó đi sâu hơn. Vì vậy, chúng ta cần một thiết lập lớp khác trong hatch 2.
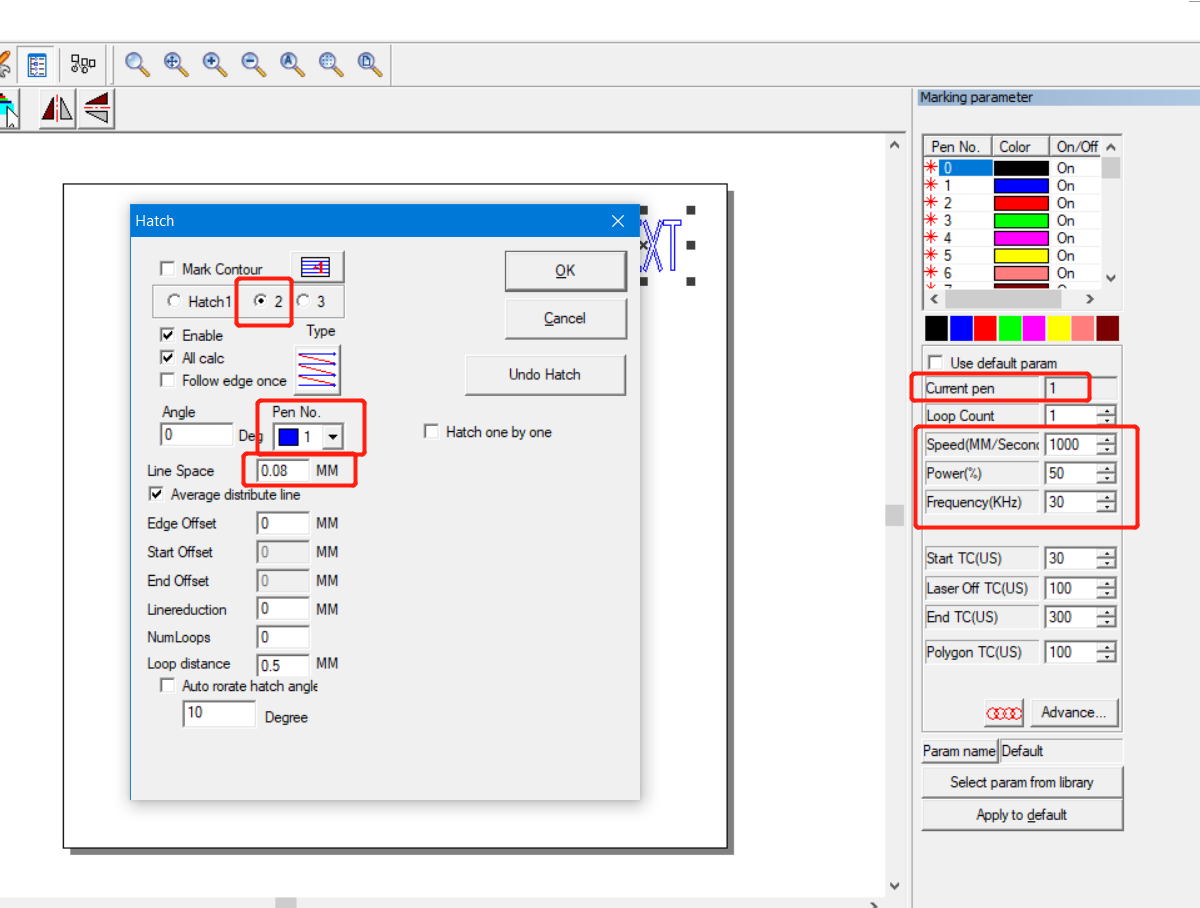
Như chúng ta thấy, chúng ta cần đặt một nắp khác để làm sạch bề mặt, sau đó đánh dấu lại. Làm sạch không cần công suất cao. Các thông số chúng tôi có thể đặt không gian dòng 0,08mm trở lên, cấp nguồn 50% hoặc như bạn có thể thử, tốc độ 1000mm / s hoặc cao hơn nếu máy của bạn hỗ trợ.
Cài đặt khác bạn có thể thử đối với thép không gỉ hoặc như vậy:
Ba cửa sổ:
Hầm đầu tiên, tốc độ 500, 20khz, 90 điện, cửa sập tròn 1 vòng;
Nở 2, tốc độ 500, 20khz, 80 công suất, nở tròn 1 vòng;
Hatch 3, tốc độ 1500, 60kHzCông suất 80, dòng nở 1 vòng;