Настройки EzCAD для глубокой гравировки по металлу
Мы привыкли маркировать различные фасады или изображения с помощью лазерной маркировочной машины, но на самом деле она может выполнять больше работы.
Здесь позвольте мне показать вам, как установить параметры для создания гравировки с глубиной с помощью EzCAD.
Сначала вам нужно выбрать хотя бы 30 Вт а также маленькая линза F-тета (рабочая зона 70*70 мм или 110*110 мм и т. д.). Как известно, при одинаковой мощности, большей рабочей площади и большей длине фокуса лазерный луч слабее. Нам определенно нужна более высокая мощность, мы рекомендуем 50 Вт, чем больше, тем лучше.
Нам нужно установить 2 слоя, чтобы сделать гравировку глубины с помощью лазерной маркировочной машины EzCAD.
Первый слой, давайте используем перо № 0 и штрихуем следующим образом: интервал между линиями. установить на 0,03 мм или еще меньше. Мощность, которую мы можем установить 90%, скорость 500 мм/с или ниже, которую вы можете протестировать, чтобы найти лучший способ для ваших материалов.
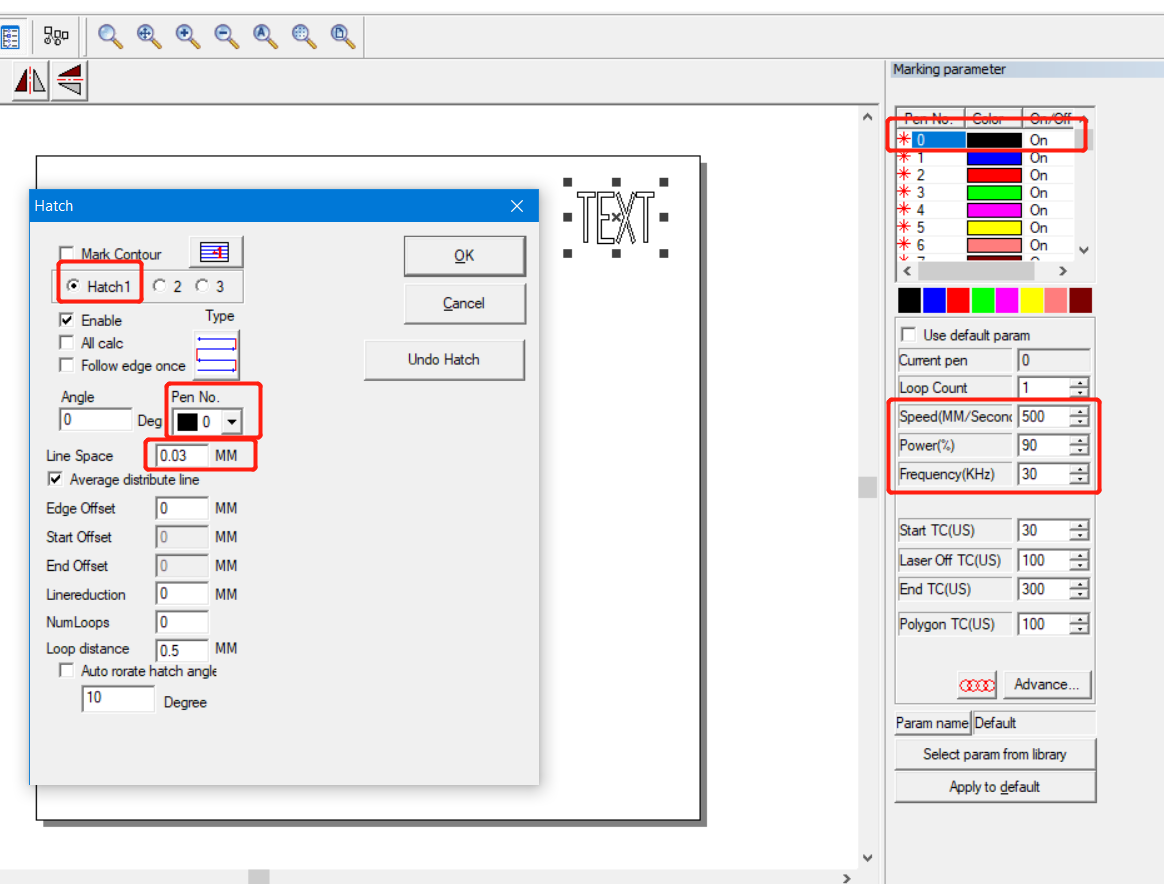
Если мы будем гравировать только с 1 настройками штриховки, через несколько раз мы обнаружим, что глубины нет, потому что металлическая поверхность сгорела, а металлический порошок собирается и остается на поверхности металла. Этот металлический порошок предотвращает его проникновение глубже. Итак, нам нужна еще одна настройка слоя в штриховке 2.
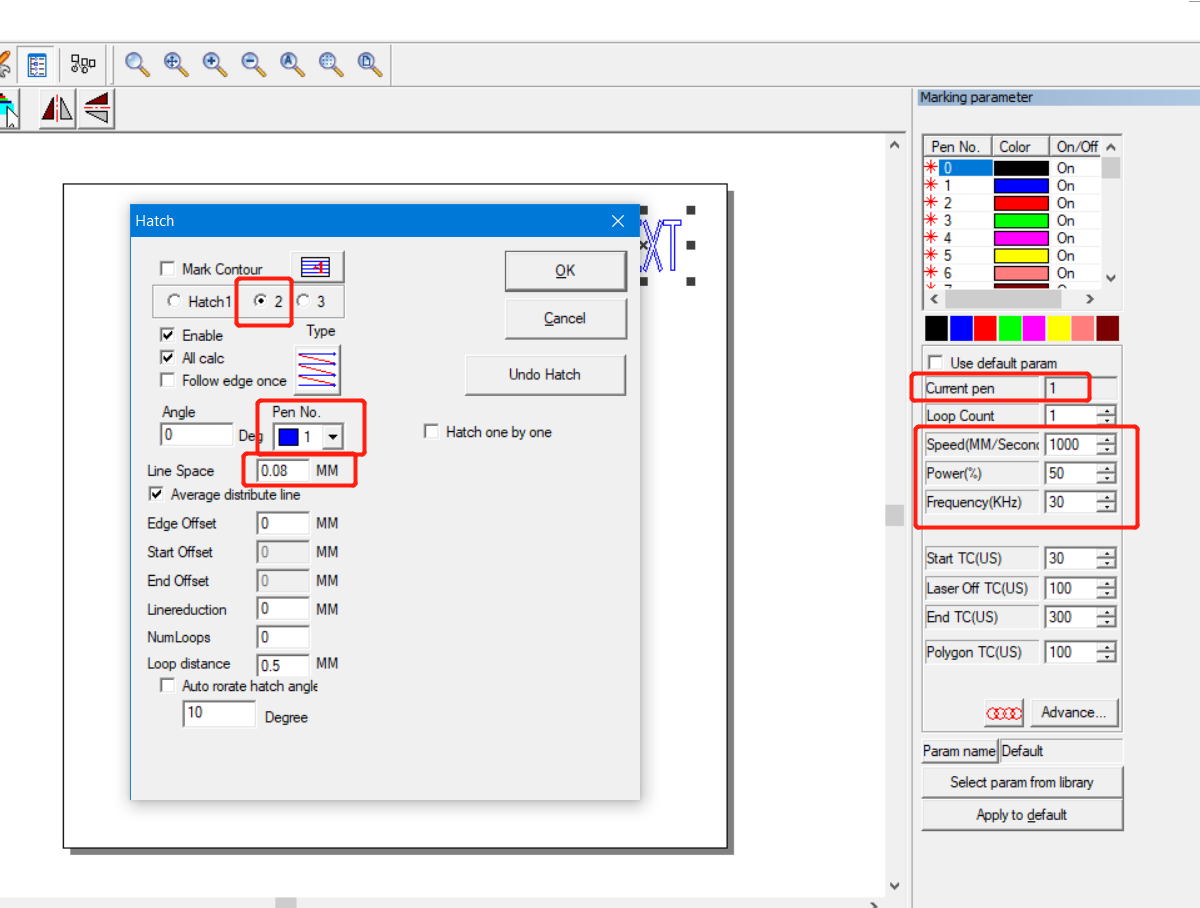
Как мы видим, нам нужно поставить еще одну штриховку, чтобы очистить поверхность, затем снова разметить. Очистка не требует большой мощности. Параметры, которые мы можем установить между строками 0,08 мм или более, мощность 50% или, как вы можете попробовать, скорость 1000 мм/с или выше, если ваша машина поддерживает.
Дальнейшие настройки вы можете попробовать для нержавеющей стали или около того:
Три люка:
Первый люк, скорость 500, 20 кГц, мощность 90, круговой люк 1 петля;
Люк 2, скорость 500, 20 кГц, мощность 80, круговой люк 1 петля;
Люк 3, скорость 1500, 60 кГц, 80 п., строчка люк 1 петля;