Mise à niveau Ezcad3
Cela documentera le processus de ma mise à niveau d'Ezcad2 vers Ezcad3 sur mon 60w M7 MOPA.
*Ceci sera mis à jour au fur et à mesure que je remarque des erreurs, que je trouve plus de photos ou que j'ai plus d'informations à ajouter.*
Lien d'origine pour ce post : https://docs.google.com
___________________________________________________________________
Nomenclature
- Contrôleur Ezcad3 (dlc2-m4-2d dans mon cas)
- Alimentation Meanwell 12v 3A
- Fil supplémentaire
- Connecteurs de baril
- Pièces AXE Z
- Moteur pas à pas Nema 23
- Support moteur Nema 23
- Pilote pas à pas Dm542ma (ou équivalent)
- Coupleur d'arbre
- Interrupteur de fin de course (si vous souhaitez une prise d'origine de l'axe)
- Fil supplémentaire
- Connecteur (pour interfacer le boîtier)
- Vis M5x0.8 pas de 65mm
- Perceuse et taraud M5x0.8
- Gaine thermorétractable
- Gaine de fil
Outils
- Pinces à dénuder
- Fer à souder
- Multimètre (si vous voulez vérifier la santé mentale des broches)
- Pince à sertir (baril ouvert)
- Jeu de forets et tarauds
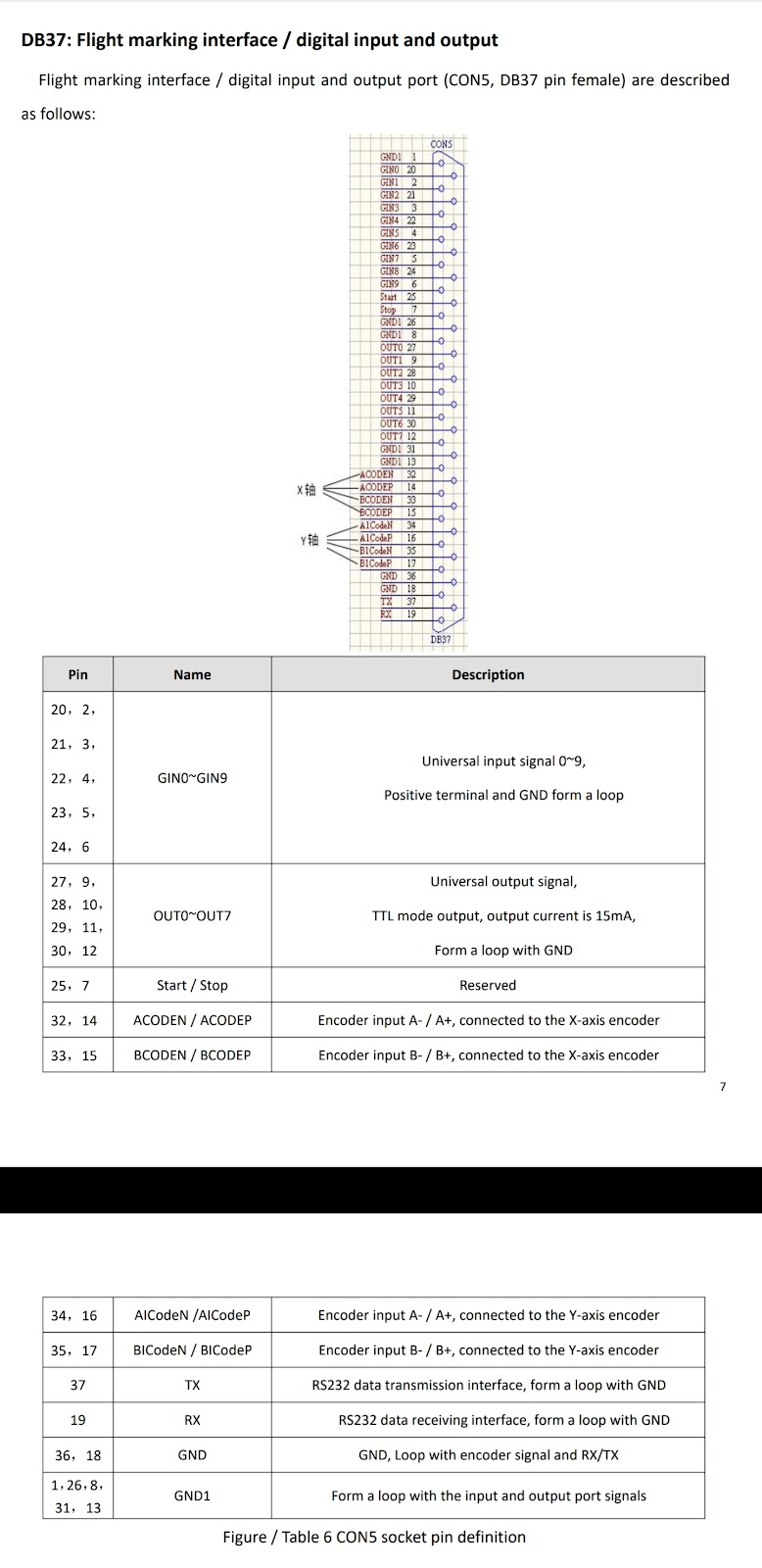
Brochages pour référence
LMCV4-FIBRE-M (contrôleur ezcad2)




________________________________________________________________
DLC2-M4-2D (contrôleur ezcad3 2D)
-
DLC2 (Contrôle laser DSP)



-
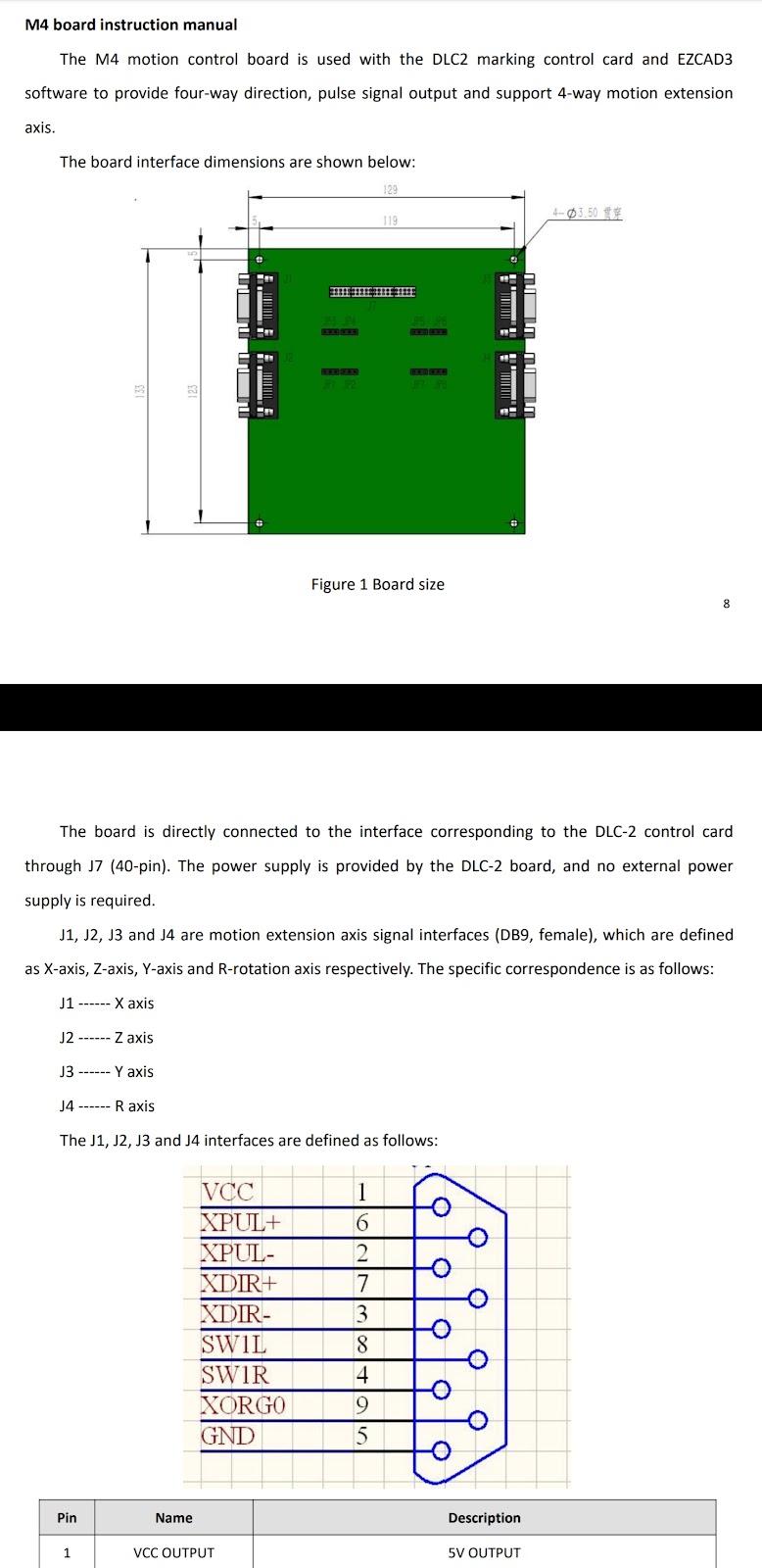
M4 (Contrôleur de mouvement)
________________________________________________________________
Retrait de l'ancien contrôleur
La suppression de l'ancien contrôleur ezcad2 devrait être assez simple. Assurez-vous débranchez l'alimentation du laser à la prise murale.
Pour les unités fractionnées
- Débrancher l'alimentation principale de la machine
- Retirez les boulons supérieurs du boîtier du laser, généralement 3 à l'avant et 3 à l'arrière


- Soulevez le haut du boîtier.
- Soulevez/faites glisser les côtés vers l'extérieur et cela devrait ouvrir les deux côtés de l'appareil en exposant la source laser d'un côté du(généralement le côté droit) & Les alimentations et/ou step drivers d'autre part.(normalement à droite)

- Trouvez le contrôleur LMC. Ceci est généralement situé sur la partie supérieure du boîtier.

- Débranchez les différents connecteurs Db ainsi que l'USB du contrôleur LMC, nous réutiliserons tous ceux-ci sauf un sur le nouveau contrôleur DLC. Celui que nous allons recâbler est le connecteur #4 dans le vu dans le Référence de brochage LMC
- Déverrouillez et retirez le contrôleur LMC

________________________________________________________________
Installation de la nouvelle alimentation
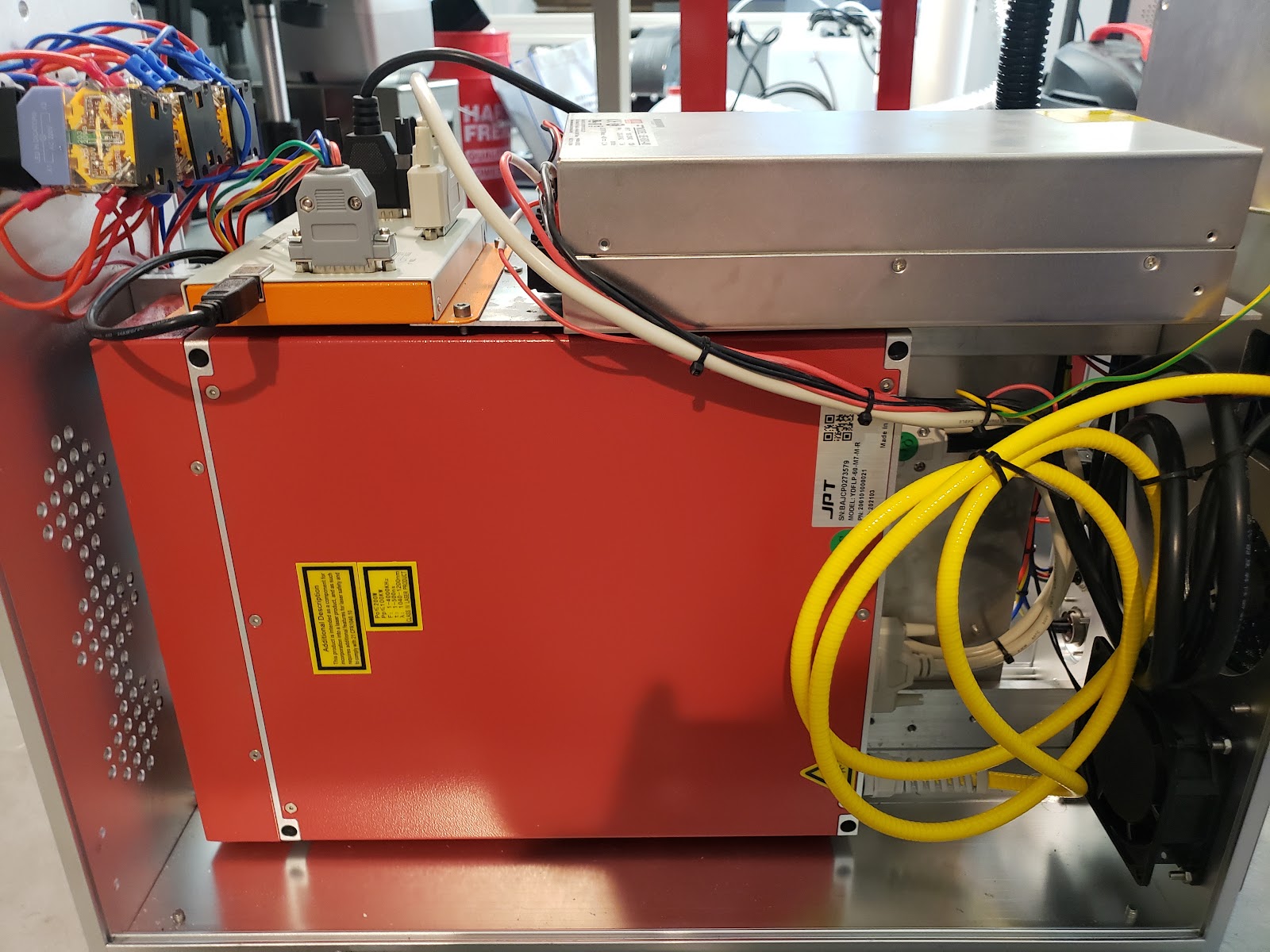
- Localisez l'ancienne alimentation 5v des contrôleurs. Il s'agit généralement d'une petite alimentation située sur le côté gauche de la machine. C'est à moi..

- Vérifiez le câblage si un équipement auxiliaire est connecté à l'ancienne alimentation 5v. Si un équipement auxiliaire est en place, veuillez vérifier qu'il est compatible avec la nouvelle alimentation 12 V.
- Étiquetez tout câblage que vous prévoyez de déconnecter
- Dévissez et retirez l'ancienne alimentation,


- Maintenant, testez l'ajustement de la nouvelle alimentation 12v 3a, si vous ne parvenez pas à faire correspondre les anciens trous de montage, vous devrez percer et tarauder de nouveaux trous pour fonctionner avec la nouvelle alimentation.
- Montez votre nouvelle alimentation

________________________________________________________________
Installation du DLC-M4-2D
-Trouvez le meilleur emplacement pour votre nouveau contrôleur Ezcad3, ces choses sont grandes alors assurez-vous de laisser un dégagement pour les connecteurs.
Ma machine avait un boîtier assez petit donc je ne pouvais pas installer le contrôleur DLC là où vivait l'ancien contrôleur LMC sans me rapprocher plus que je ne le souhaiterais du secteur et de l'alimentation 48v destinée à la source laser… J'ai repéré un endroit qui semblait bien fonctionner et a commencé à concevoir une monture.
(Gauche - Le contrôleur est trop proche à la fois du secteur et de l'alimentation 48v pour la source laser, Droite - C'est là que j'ai décidé de monter le nouveau contrôleur)


Il s'agit du support de montage que j'ai conçu dans Illustrator et de la coupe finale fraîchement sortie du laser.




Maintenant qu'il est monté, l'ancien contrôle laser et le contrôle Galvo ainsi que les fils d'alimentation de notre nouvelle alimentation 12v peuvent être connectés au contrôleur. Voir Référence de brochage DLC

________________________________________________________________
Câblage des commandes du moteur

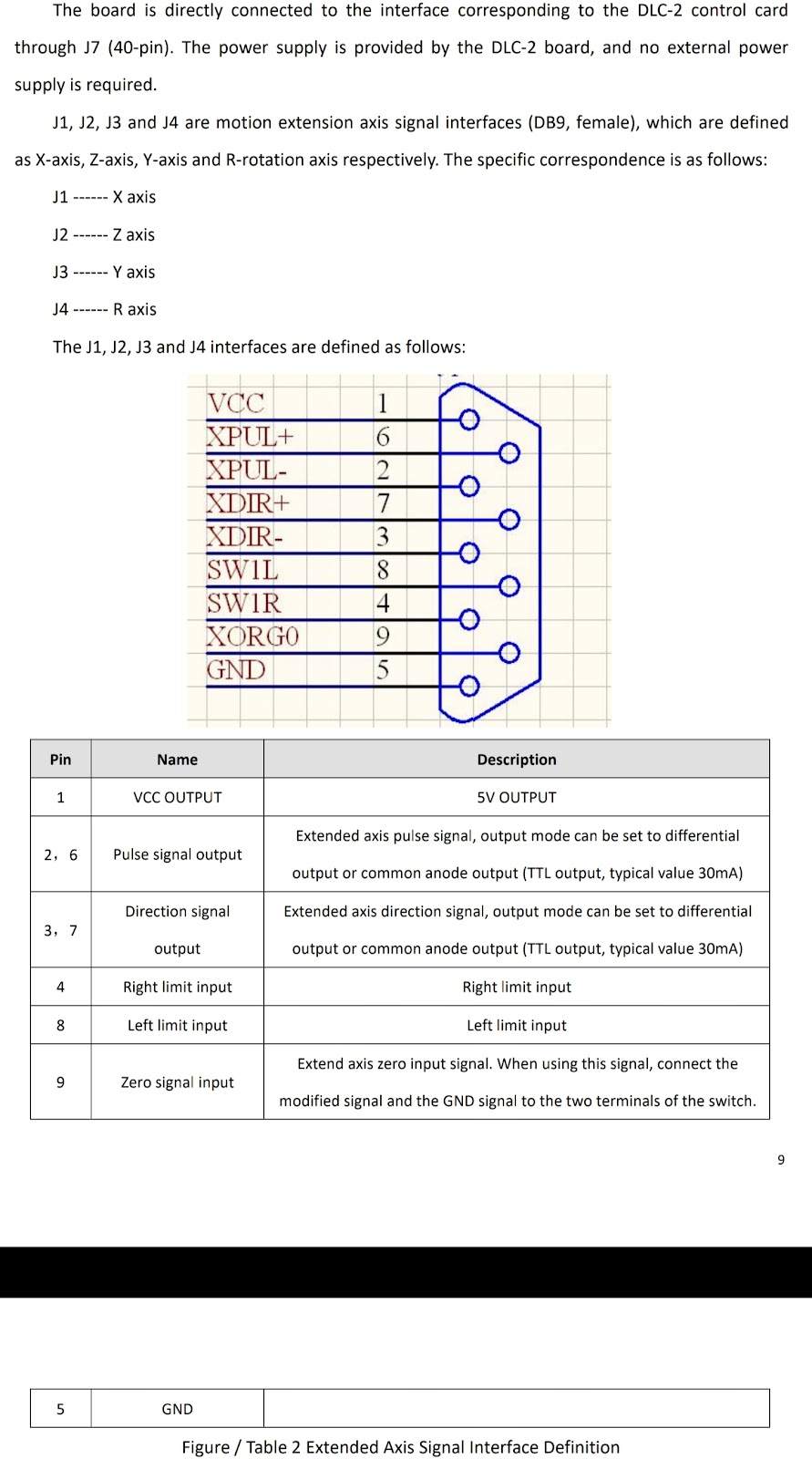
C'est le Brochage du connecteur moteur DB9 sur le contrôleur DLC-M-2D
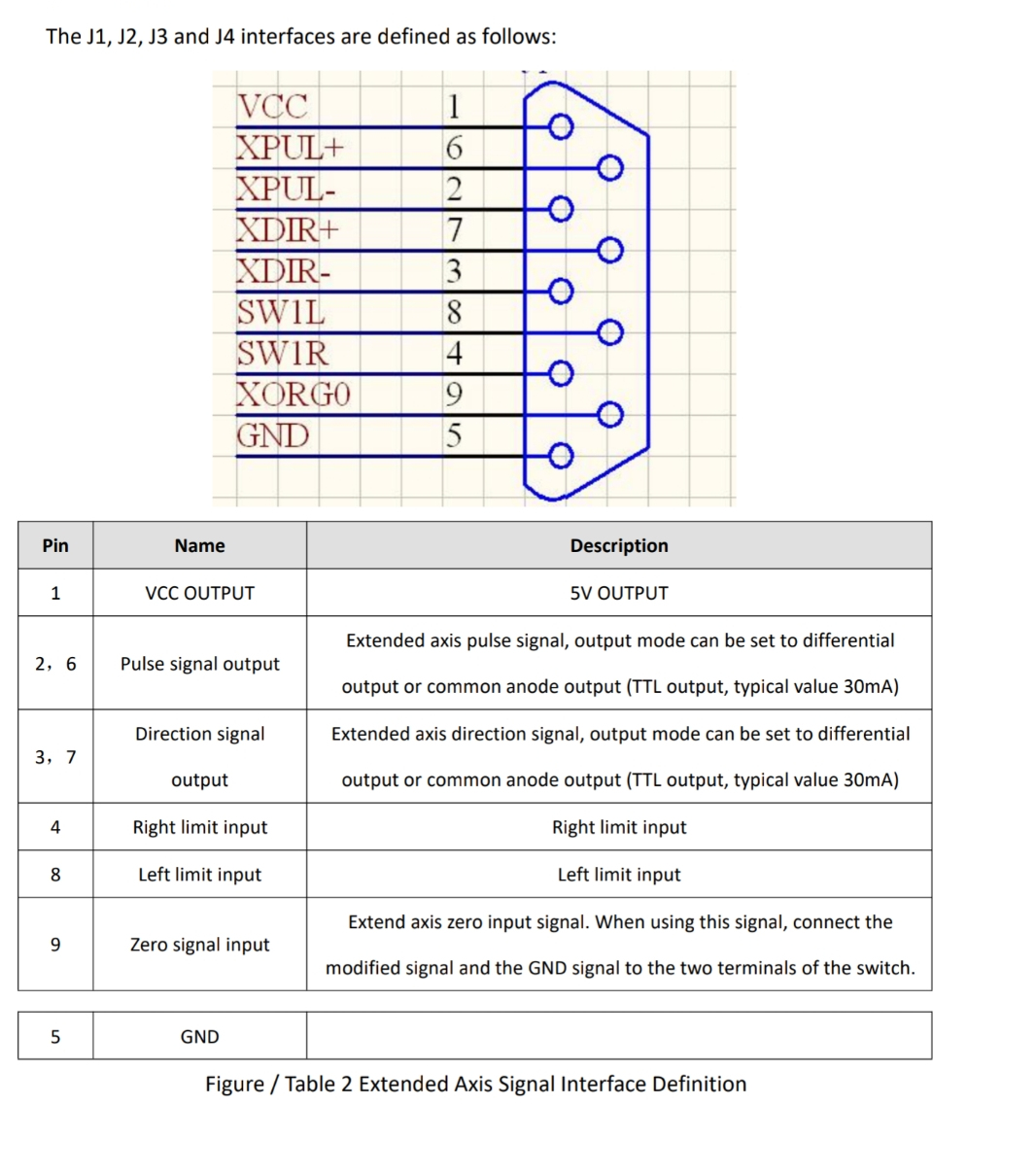
Ici, j'ai étiqueté et connecté mon câblage aux broches Pulse et Direction (étiquetées sur le pilote) du connecteur du pilote DQ542MA Step (vert). Pour cela, j'ai utilisé des terminaisons à sertir à barillet ouvert, puis je les ai insérées dans le port à vis du connecteur et j'ai serré les vis sur les terminaisons du barillet.
Maintenant que nous avons cela à l'écart, nous pouvons connecter l'autre côté de notre câblage au connecteur Db9 inclus avec la carte DLC Ezcad3. Nous allons connecter PUL + accrocher 6, PUL– accrocher 2, REP + accrocher 7 & DIR– accrocher 3. (Voir les images ci-dessous)
Si vous envisagez d'utiliser un interrupteur domestique, vous devrez également le câbler ici, ce n'est pas le cas, mais je pourrais en ajouter un à l'avenir. Voir le brochage de référence
Noter: La connexion sur le connecteur db9 inclus est une coupelle à souder, vous aurez donc besoin d'un fer à souder, assurez-vous de glisser sur votre gaine thermorétractable avant de souder la connexion. Après avoir effectué la connexion, faites glisser le tube thermorétractable vers le bas et appliquez de la chaleur pour couvrir en toute sécurité le joint de soudure et tout fil exposé.




Maintenant que tout est câblé, j'ai ajouté du gainage et du ruban adhésif noir pour rendre les choses un peu plus ordonnées.

Ajoutez le couvercle Db9 inclus et branchez votre nouveau câblage de moteur dans votre Step Driver et l'axe du moteur DLC (L'image ci-dessous est de l'axe Z)


Répétez cette opération pour chaque axe sur lequel vous avez besoin de contrôler…. Quelqu'un du Rotary ?
Installation du moteur de l'axe Z



Les pièces arrivent et nous obtenons une maquette rapide.



Maintenant, le capuchon d'extrémité de l'axe Z est retiré et amené à être scanné avec le bloc de montage Nema 23. Pour cela, j'ai simplement utilisé un photocopieur commun pour numériser des photos de référence de taille précise afin de créer des gabarits de découpe au laser. Ces photos de référence ont été importées dans mon logiciel vectoriel (Inkscape & illustrator) et tracées pour créer un contour pour m'aider à aligner le capuchon de l'axe Z pour couper les guides de perçage. Cela a ensuite été exporté pour ezcad.
Une fois les guides coupés, j'ai percé et taraudé les trous pour accepter un filetage M5x0.8. La prochaine chose à faire était de modifier le coupleur d'arbre qui doit passer entre le moteur et la vis de l'axe Z. Ma vis d'axe Z avait un diamètre d'extrémité de 11,75 mm avec le moteur ayant un diamètre d'arbre de 6,35 mm. Le plus proche que j'ai pu trouver était un coupleur d'arbre pour connecter 6,35 mm à 12 mm, il faudra donc percer et tarauder un trou sur le côté 12 mm du coupleur pour qu'une vis de réglage le verrouille en place sur la vis de levage de l'axe Z de 11,75 mm. .
Le moteur a ensuite été fixé à l'aide du bloc de montage NEMA 23 avec 4 boulons à tête cylindrique M5x65mm. Les fils ont ensuite été rallongés et soudés au connecteur illustré ci-dessus.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|











___________________________________________________________________________
Configuration et étalonnage
Maintenant que tout est installé et fonctionne, nous devons calibrer l'objectif pour notre nouvelle installation ezcad3. Pour cela nous utiliserons le Assistant d'étalonnage Correction en 9 points.
Commencez par ouvrir l'assistant d'étalonnage

Je vais utiliser la correction 2D XY, une fois sélectionnée, cliquez sur "Confirmer/Quitter"

Cela nous amènera à la correction en 9 points

De là, nous confirmerons les paramètres du scanner

Sur ma machine réglage Galvo 2 = X 


Une fois réglé, cliquez sur "Entrée/Sortie", Assurez-vous de placer un gros morceau de ferraille sur le lit, puis cliquez sur "Marquer l'image (3 * 3)". Vous devriez vous retrouver avec quelque chose ressemblant à l'image ci-dessous

Vous devez maintenant mesurer d'un point à l'autre et saisir ces valeurs dans la section « Coordonnées d'entrée » de l'assistant d'étalonnage. Ceux-ci devraient être mesurés comme ça..

C'est l'ordre de mesure nécessaire pour chaque champ, les champs rouges peuvent être mis à zéro. Vous voudrez être précis avec cela, alors utilisez des pieds à coulisse si vous le pouvez.

C'est comme ça que le mien est sorti (vos valeurs seront probablement différentes).
Une fois que vous avez rempli tous les champs, cliquez sur "Build Cor File" suivi de "Save Cor File". Nous pointerons Ezcad3 vers ce fichier plus tard.

Ensuite, nous ouvrirons ezcad3 et entrerons dans le menu des paramètres F3

Une fois dans le menu des paramètres F3, nous définirons le champ nommé "Utiliser le fichier de correction" sur "True"

Ensuite, sous le champ "Nom du fichier", nous sélectionnerons le fichier de correction en 9 points que nous venons de créer en cliquant sur le bouton avec les trois points.



Toutes nos félicitations!! Si tout a été fait correctement, votre objectif devrait maintenant être calibré.